




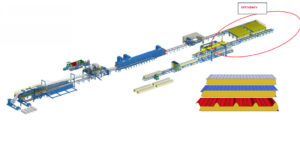
PU sandwich panel production line
Out of stock
1,596,000$
Out of stock

| Production speed | About 5m/minute (50mm T standard) |
| 1 hour production capacity | 300 m2 |
| 1 day production volume (with 8 hours working time) | 2 400 m2 |
| 1-year production capacity (with 300 working days) | 720 000m2 |
| Efficiency 80% | 576 000m2 |
| Annual production volume | About 600,000 m2 (with one shift working time) |
| With two shifts | 1 000 000 m2 |
| The size of the land area required for the installation of this line (Minimum) | Min. 100m (length)*30m (width)*7m (height) |
| Number of workers needed | 6-8 workers |
| Product production volume | About 6 m per minute
Maximum 10 m (this indicator is for a product with a thickness of 50 mm) |
| Factory temperature | 15°C ~ 25°C |
| Relative humidity | 60~70% |
| Total electricity consumption | About 300kw without heating system |
| Voltage | 380V/50Hz or 440V/50Hz |
| Stress resistance | ±5% |
| Control cabinet lighting voltage | 220 or 110V AC |
Outline drawing of the line:
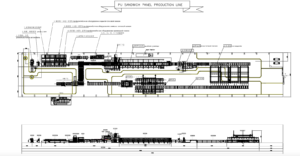
Technical parameters of the line:
| Roll (raw material) | Color steel |
| Roll (steel sheet) thickness | Outer layer surface: 0.4mm-0.7mm
Inner layer surface :0.4mm-0.7mm |
| Roll theft | Maximum 7 tons |
| Roll width | 1070, 1200(1207), 1220mm (3-4 types of steel) |
| Equipment length | Around 40 m |
| Inner diameter of the roll | Æ508mm
|
| Outer diameter of the roll | Maximum Æ1,100mm
|
| Rotation speed | 0 m ˜ 8 m/min |
| Hydraulic pressure | Maximum 150kg/cm2 |
| Pneumatic pressure | Around 4~9 kg/cm2 |
| Electric power source | 380V or 440V*50Hz |
| Transition line (height) | 1,250 mm above the ground |
| Panel type | Boltless panel, roof panel |
| Panel length | Minimum 2,000mm~Maximum 15,000mm |
| Panel width | 1,000mm |
| Panel thickness | 35~150mm |
| Features of foaming equipment | PU/PIR-digital equipment |
| Foam density | About 35~50 kg/m3 |
| Unit of measurement | High pressure pump system (2 or 4 comp) |
| Foaming pressure | Maximum 0.5 bar/cm2 |
| The size of the plant | Minimum 100m(length)*30m(width)*7m(height) |
| Production rate | Approximately 6m/minute at a maximum of 10m/minute at a thickness of 50mm |
| The length of two belts | 24,000mm(24m) |
| Height required for work | Minimum 7 m |
| Air compressor | Minimum 10Hp |
| Air pressure | About 4~10 bar |
| Factory temperature | 150C ~ 250C |
| PU tank storage temperature | 220C ~ 250C |
| Relative humidity | 60-70% |
| Total electricity consumption | Except for the heating system of about 300KW |
| Power | 380V/50Hz or 440V/50Hz |
| Stress resistance | ±5% |
| Frequency (tolerance) | 50Hz (±1%) |
| Control panel Lighting voltage | 220 or 110V AC |
| Valve and Sensor voltage | 24V DC |
| PLC | Siemens or Mitsubishi PLC |
| Emergency transmitter | Minimum of 7 transmitters on a common line |
Roll forming (profiling) line
Main points : This line consists of roll car, unwinder and upper/lower roll forming equipment. The most important features in this line are roll quality and electrical synchronization, including a dual belt conveyor.
The coils must go through several heat treatment and precision machining processes, and then the hard chrome plating process guarantees more than 10 years of service. If this is not the case, the rolls will wear out easily and the service life will be much shorter, resulting in a lower quality of the panel. The hard chrome coating provides a high level of durability and protects the colored coil (steel layer) paint from peeling during roll forming. Electric synchronization is designed to ensure the same speed in steel sheet opening, roll forming and double transport. In addition, the rotation speed of the upper and lower rollers should be the same. Otherwise, the panel production will not be completed successfully and the production facilities themselves may be damaged.
This is a package designed to transport and deliver a bundle of coiled steel sheets (coils) to the quenching device. Lifting up and down is done by 4 wheels on the rail and a hydraulic cylinder that moves right and left supported by 4 wheels. Two units are required to operate the upper coil and lower coil.

Technical data:
| Equipment type | 4-wheel equipment with hydraulic power |
| Roll weight | Maximum 7 tons |
| Roll width | Maximum 1,255mm |
| Main part material | Welded iron construction |
Roll spreader, 2 sets
The steel sheet (slat) is installed on the opener by the roller carriage, in which 4 pins are expanded, then 4 wedges are expanded, fixed by hydraulic power, and then driven by a motor. A rubber roller is mounted on the opener to prevent the reel (steel plate) from twisting suddenly and over-twisting in motion.

| Load capacity | Maximum 7 tons |
| Slinder opening and closing distance | Æ482 ~ Æ517mm |
| Mil | Æ260mm |
| Slinder drive | A.C 2.2kw gear motor |
| Snub roll | Æ200mm × 400mm (rubber coated) |
| Drum brake | Æ400mm × 100mm wheel handbrake |
| Lifting the upper roll | Air cylinder |
Cutting device
It consists of a blade driven by a compressed air cylinder, which is designed to set the M/C cutting pattern that initially forms the roll, and then cuts the steel sheets to the same panel length. It is also designed for cutting without interrupting the production line.
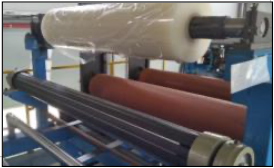
This machine is designed to protect the panel skin by sticking the protective film while controlling the tension of the protective film, 1 roll must be installed and each one is connected without stopping the line.

| Cutting speed | 0.5sec |
| Size | 1.0mm(T)*1,250mm(L) |
| Cutting type | Air cylinder |
| Main frame | Welded steel construction |
| Roller shaft | Æ70mm × max. 1,300mm(L) |
Top steel plate corona device for bottom component
● High frequency corona device

Top Roll Forming Machine – Fixed Width Type (1000mm)
The upper roll forming machine is primarily responsible for forming the shapes of both sides of the lower coil (steel plates) to use the joining parts of the roof and wall (including interior) panels.
It has an easy-to-change setting in case different panel shapes are required for production.
The stationary reduction device is conveniently located on the undercarriage frame, which allows quick replacement of roll forming units.


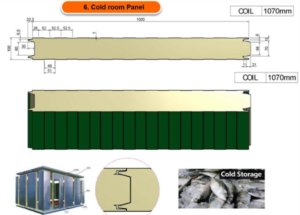
Bottom Steel Roll Forming Blocks, Roof 4 Compartment and Boltless, SS (Cold Room) Panel
Installation type – moving rail type

Roller Conveyor — 3 sets (roller-ø60mm×1,200mm(L)


Electric control system
This device is installed separately on the upper and lower forming line.
The main control panel next to the PU foam block controls the speed (whole line when in manual mode)
The roll former has a small manual control panel to test the roll former unit.
— Main: 2 sets / operation panel: 2 sets
Electricity 380v or 440v × 50Hz

Preheating system with electric heater
This device is used for moderate heating of upper and lower steel plates
temperature after the roll forming process.
Since polyurethane undergoes a chemical reaction at moderate heat, the process of heating steel
the sheet activates the PUR and forms an adhesive bond between the steel sheet
polyurethane foam flooring is stronger.
The heating mechanism is a flow of air heated by a gas or electric heater and directed to it
upper and lower steel plates.
The temperature sensor is mounted on the upper and lower brackets, which make the installation
the actual temperature can be adjusted to any desired temperature.
The housing is tunnel type and heated air to prevent heat loss
supplied directly to the tunnel.
The temperature of the steel plates after preheating is on average 40 ~ 60 ° C. Higher
temperature can cause the PUR to react earlier and produce a lower quality panel.
Temper. Circulation air: Max. 90 ° C, adjustable
Steel plate temperature: 40°C ~ 60°C
Type of temperature control: Automatic. management
Warming room size: About 4 m (L) × 3 m (W) × 3.5 m (H)
Heating capacity: 40 kW
Heating method: Electric heater

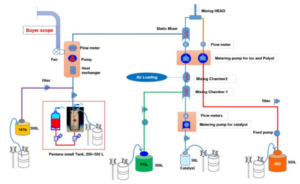
Chiller (30RT)
The distribution pressure is maximum 200 bar/min
Production volume for each pump – Max. 32l/min at 50 Hz
Required viscosity level-Max. 2,000 mPas

The sleeper system through the steel panels for the bottom roll forming machine:




Hardware function:
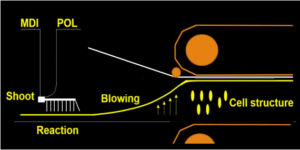
The oscillating action of the stirring part is important for optimal results
It is applied to the bottom coating layer of the PUR-compound.
This equipment is driven by an AC servo motor and its toothed belt, providing free programmable oscillating motion across the entire width of the panel. There is almost no noise during the operation of this part, which greatly affects the stable operation of the equipment.
When moving, the speed, width and level of the vibrating movement can be adjusted.
You can also select a separate speed for each type of panel to be produced when displaying the speed status graphically on the monitor.
This system ensures that the production of each panel type has a constant quantity and quality after the optimal vibration characteristic has been determined.
In particular, for roofing panels with deep compartments, the vibration speed can be selected, the speed of the stirring part decreases as it moves through the deep compartments. In this case, more foam is applied (poured) to the deep sections to prevent differences in density, as well as to prevent the panel from sticking together.
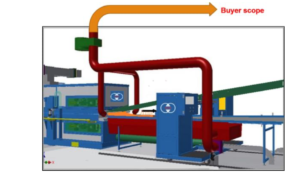
Double belt conveyor system — 24m:

The PU component mixture applied to the bottom coating layer is transferred inward and synchronized with the facing layer across the double-sided panel for activation. This device is the most basic part and plays a key role in ensuring that the sandwich panel meets the highest standards. plays
This equipment is mainly composed of a driving motor, upper and lower slats, a hydraulic cylinder containing increased pressure, and a side panel and side block to prevent PUR.
The most important parts of this device are the lamellas, which require precise metal processing
requires the most precise degree of equality and change of process and units.
Lateral sealing chains on both sides seal the foam and contain the lateral pressure of the foam. Because PU foaming pressure is very high, multiple hydraulic cylinders are needed to control the foam.
The hydraulic cylinder is designed to move the upper belt conveyor up and down for the desired panel thickness.
| The length between the wheel axles | 24 000 mm |
| The height of the lower chain belt | About 1 250 mm |
| Plate width | 220 mm |
| Plate length | 1 350 mm |
| Plate thickness | About 10~12 mm |
| The number of plates between each division | About 500 of them |
| The lifting distance of the upper chain belt
(required during repair |
Maximum 300 mm |
| Panel thickness | Minimum 35~maximum 220 mm |
| Lifting time of upper chain belt (to maximum height) | About 1 minute |
| The power required to move | About 2*7.5kw |
| Power requirement for screw connector device | About 7.5kw |
| Maximum speed | 8m/min |
Heating system for two-belt conveyor:

The PU adhesive spread between the upper and lower panels has excellent chemical reaction and has the ability to process at a constant temperature. This device is designed to maintain a constant temperature and provide heated air during such a process.
An electric heater is the ideal power for a heater that needs to supply heated air to the upper and lower conveyors separately.
There is also an automatic temperature control unit with an overheat protection device for a safe and quality panel
An insulated panel is required for enclosures to maintain the overall temperature.
| Device | Air circulation system by electric heating or gas |
| Amount of circulating air | About 18,0003m/h |
| Type of temperature control | Automatic control |
| Cold/noise protection part | 50mm glass panel |
| Heating part | By electric heater or gas |
| Ventilation system motor | 15kw,A.C motor |
| Ventilation capacity | 420m3/minute |
| Plate temperature | +400C~+700C |
| Maximum air circulation temperature | +1200C |



The side guide device is installed on the left and right side, which prevents the PU component with strong uplift pressure from being pushed out of the panel by the side blocks.
When adjusting the width of the panel, it is necessary to fasten one of the two side guide devices, then the other side guide device. The two belts are transferred to the inner side of the conveyor.
Side welding part:

This device is designed to prevent the PU component from flowing through the stack from the side of the panel, and when the double-belt conveyor presses the PU foam and conveys the PU panel, the plastic blocks carry out this process.
An automatic temperature controller with an overheat protection device should also be included. The control device for the stack of plastic blocks is synchronized with the two-belt conveyor, so they move at the same speed.
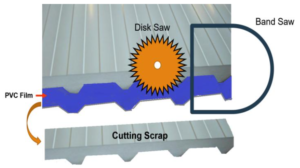
Tape and saw cutting equipment for PU sandwich panels for roof:

The cutting speed must be synchronized with the panel transport. This cutting device can be controlled manually or with automatic control.
The gantry is installed at the rear, and the sawing unit is located on the right side of the production line. In this case, it can also be a band saw blade. The cross cutter is designed so that the saw band can be changed, and the production stops at this time, because the change only takes 1~2 minutes. The two band line transmits the sandwich panel at a preset speed.
An incremental encoder is installed on the turning shaft of the two-band conveyor. Impulses are transferred to the microprocessor control of the saw.
The cut-off saw waits for a start signal based on the length of the panel and then accelerates the X-axis to maximum speed.
After both speed and offset controls are synchronized, the clamps are pneumatically actuated to clamp the front and back of the panel, and then the bandsaw makes the first cut from left to right on the front.
The saw blade is turned at an angle of +90. The saw unit is in motion until the second blade part is also out of the cut. The cut panel lies on an unguided roller conveyor and is pushed by the panel coming from the saw’s work area.
The cutting saw returns to the starting position at maximum speed and rotates approximately 180 degrees. In this case, the cutting saw waits for the next start signal (depending on the length of the sandwich panel) and the procedure described above starts again.
Now the cutting direction changes from right to left. The control panel is equipped outside the housing and provides automatic cutting, the length and quantity of the panel are set by the workers.
| Equipment cutting speed | 10~50 m/minute |
| Cutting width | Maximum 1 300 mm |
| Cutting thickness | Maximum 200 mm |
| The diameter of the lower wheels | About 2 000 mm |
| The width of the cutting saw | 16~25 mm |
| Cutting saw length | About 7,300 mm |
| Cutting accuracy | ±2mm |
| Angle accuracy | ±1 mm wide on a 1000 panel |
| Minimum cutting width | 2 000 mm 6 m/minute |
| Panel thickness | 35~200 mm |
| The maximum production speed of the equipment | 10m/minute |
Cutting device for roof panel:

| Cutting angle | 100~300mm |
| Cutting speed | At the same speed as a hacksaw |
| Cutting width | Maximum 1300mm |
| Cutting thickness | 30~200mm |
| Diameter | About 400mm |

| Working power | 3 × 380V or 440v, 50Hz |
| Voltage | 220V,50Hz |
| Valve | 24V DC |
Safety control panel and sensor Gas absorption system

Panel template for a cold room:
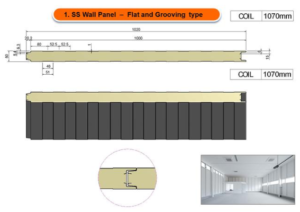
Panel Template for Walls— SS Type:
| Part names | Amount | Price |
| Device for automatic distribution of upper and lower rolls (max. 7 tons) | 2 | 53 000$ |
| 3 sets of machines for top and bottom
1- Roll cutting equipment 2- Film equipment for top and bottom coating 3- 2 grooves for upper and lower roll. |
2 | 53 000$ |
| Upper roll forming device | 1 | 46 000$ |
| Bottom roll forming device
Panel for cold rooms Roof panel(4 RIB/35-250) Boltless panel |
3 | 173 000$ |
| Heating system | 1 | 30 000$ |
| High pressure sprayer for polyurethane (PU) A and B components | 1 | 80 000$ |
| Double belt conveyor system (24m) | 7 | 750 000$ |
| Cross cutting device | 1 | 106 000$ |
| Electric control system | 1 | 105 000$ |
| Shipping costs | About 20 containers | 200 000$ |
| Total | 1 596 000$ |
Based on 0 reviews
Be the first to review “PU sandwich panel production line”
Related products
-
Metalworking equipment
AF-K6 Pipe flattening equipment
Conical pipe flattening equipment is the equipment used to process any metal pipes into a cone and reduce the diameter of the pipe.
Pipe materials are stainless steel, copper, carbon steel, iron, galvanized, aluminum and other metals.
The products are widely used in tables and chairs, doors and windows, railings and handles, and other fields.
The equipment has simple operation, high production efficiency, stable forming effect and other features.
SKU: n/a -
Metalworking equipment
AF-M8 Marking equipment for metal pipes
Metal pipe embossing equipment is used for making beautiful embossing on any metal pipe. The equipment has simple operation, high production efficiency, stable forming effect and other features.
Pipe materials: stainless steel/copper/carbon steel/iron/galvanized/aluminum etc.
Pipe shape: Round and other shapes.
Application: Pipes designed for furniture, construction and other industries.
SKU: n/a -
Metalworking equipment, Solution product lines
Metal pipe and profile production line
We will continue to provide detailed information on profitable businesses and technologies for customers of AFEX GROUP! Stay tuned!
Shaped pipes and profiles are considered one of the widely used products today in many fields – automotive industry, construction, metallurgy, gas pipelines, greenhouses, tables and chairs, doors, light constructions and other fields. The business of production of shaped pipes has become a very promising business direction today. Of course, the buyers of products are not only large enterprises, iron markets and individuals, but also successful buyers. Of course, not every region has factories or workshops that produce such products, so why not still take advantage of the space and start your own manufacturing enterprise?
SKU: n/a -
Construction equipment, Metalworking equipment
Gypsum board profile production equipment (double mold)
 Construction equipment, Metalworking equipment
Construction equipment, Metalworking equipmentGypsum board profile production equipment (double mold)
Gypsum plasterboard products have entered the modern construction industry at a rapid pace, and in turn, the demand for accessories necessary for the installation of this product has increased significantly. Due to the increase in demand, metal profiles began to take the place of wooden slats on the market.
SKU: n/a



There are no reviews yet.