




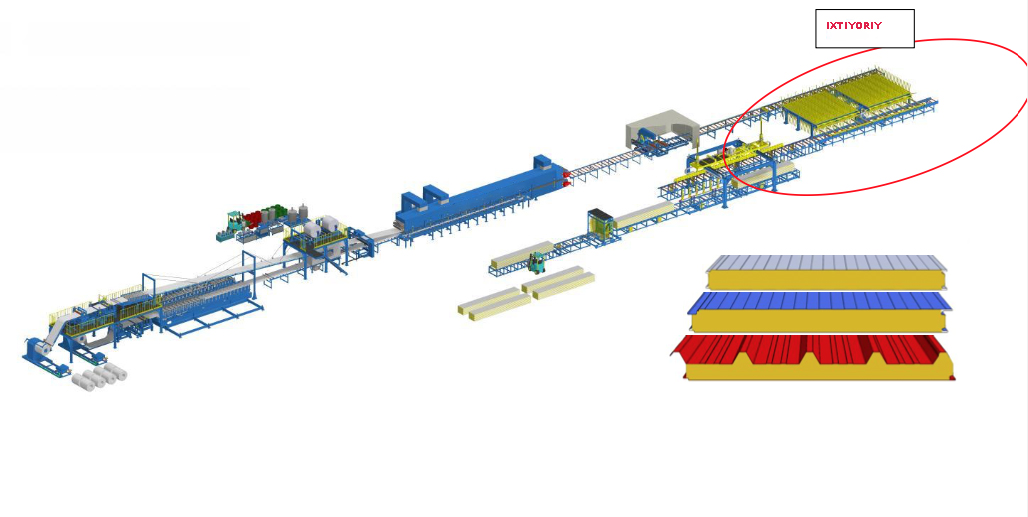
PU sandwich panellar ishlab chiqarish liniyasi
Out of stock
Out of stock

| Ishlab chiqarish tezligi | Taxminan 5m/minutiga(50 mm T standard) |
| 1 soatlik ishlab chiqarish hajmi | 300 m2 |
| 1 kunlik mahsulot hajmi(8 soatlik ish vaqti bilan) | 2 400 m2 |
| 1 yillik ishlab chiqarish hajmi(300 kunlik ish vaqti bilan) | 720 000m2 |
| Samaradorlik 80% | 576 000m2 |
| Yillik ishlab chiqarish hajmi | Taxminan 600 000 m2(bir smena ish vaqti bilan) |
| Ikki smena ish vaqti bilan | 1 000 000 m2 |
| Ushbu liniyani o’rnatish uchun kerak bo’ladigan yer maydoni o’lchami(Minimum) | Min. 100m(bo’yi)*30m(eni)*7m(balandligi) |
| Kerak bo’ladigan ishchilar soni | 6-8 tagacha bo’lgan ishchilar |
| Mahsulot ishlab chiqarish hajmi | Taxminan minutiga 6 m
Maksimal 10 m ( bu ko’rsatgich 50mm qalinlikdagi mahsulot uchun) |
| Zavod uchun temperatura | 15°C ~ 25°C |
| Nisbiy namlik | 60~70% |
| Umumiy elektr iste’moli | Taxminan 300kw isitish tizimisiz |
| Kuchlanish | 380V/50Hz or 440V/50Hz |
| Kuchlanishga chidamlilik | ±5% |
| Nazorat kabinetining yoritish kuchlanishi | 220 or 110V AC |
Liniyaning xomaki chizmasi:
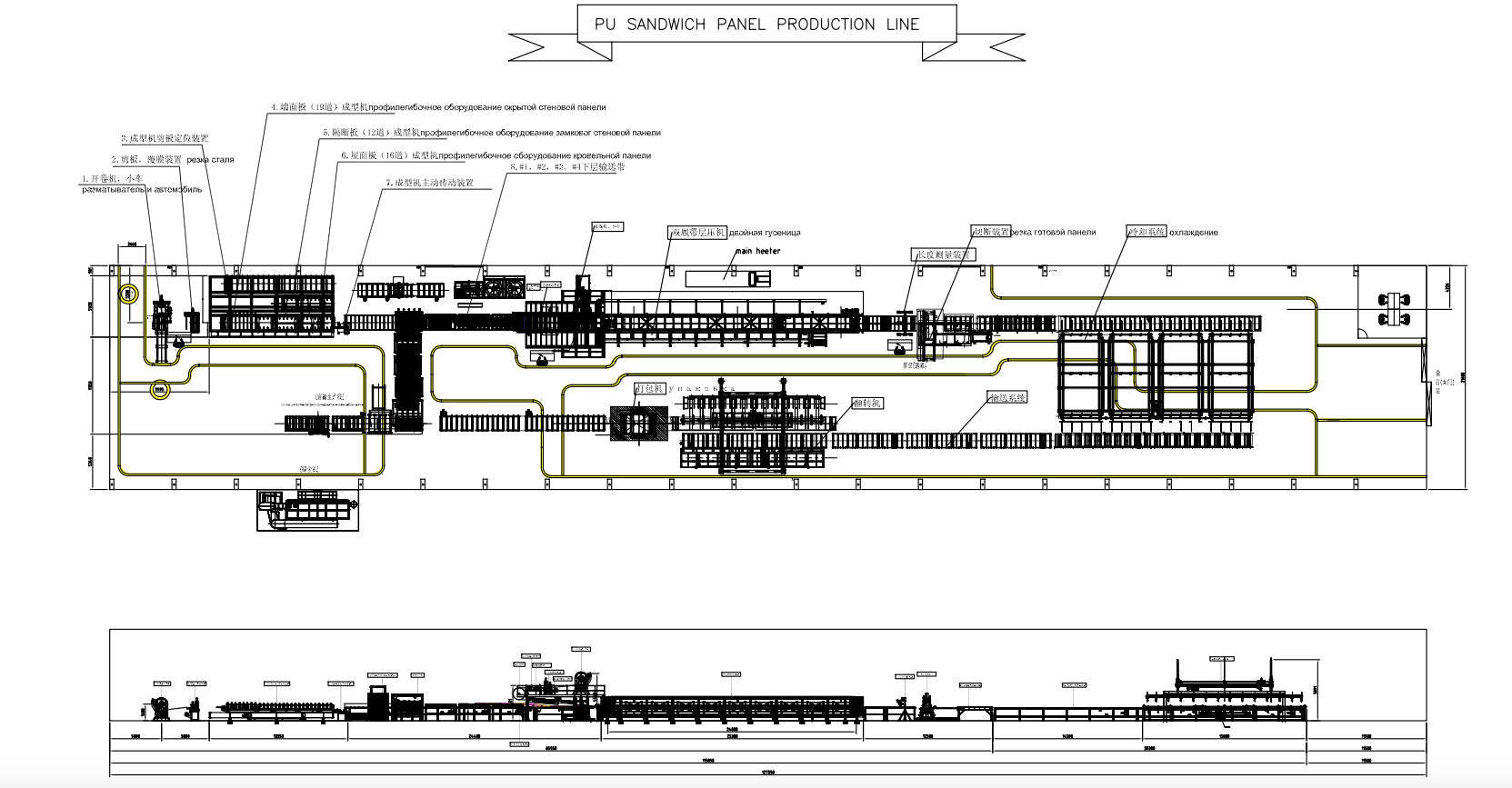
Liniya texnik parameterlari:
| Rulon (xomashyo) | Rangli po’lat |
| Rulon (po’lat qatlam ) qalinligi | Tashqi qatlam yuzasi : 0.4mm-0.7mm
Ichki qatlam yuzasi :0.4mm-0.7mm |
| Rulon o’g’irligi | Maksimal 7 tonna |
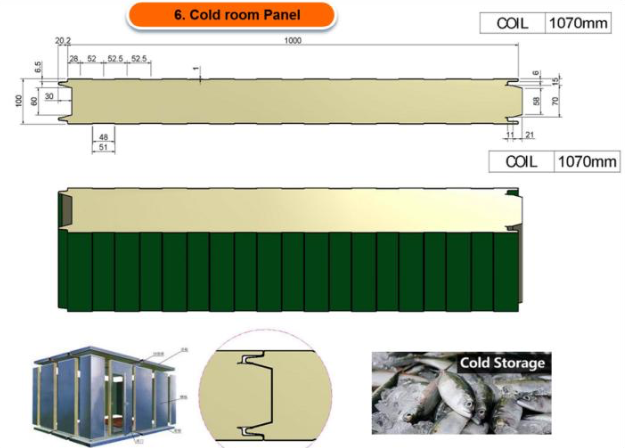
| Rulon eni | 1070 , 1200(1207), 1220mm(3-4 turdagi po’lat) |
| Uskuna uzunligi | Taxminan 40 m atrofida |
| Rulonning ichki diametri | Æ508mm
|
| Rulonning tashqi diametri | Maksimal Æ1,100mm
|
| Aylanish tezligi | 0 m ˜ 8 m/minutiga |
| Gidravlik bosim | Maksimal 150kg/cm2 |
| Pnevmatik bosim | 4~9 kg/cm2 atrofida |
| Elektr quvvat manbai | 380V yoki 440V*50Hz |
| O’tish liniyasi(balandligi) | Yerdan 1,250 mm balandlikda |
| Panel turi | Boltsiz panel, tom paneli |
| Panel uzunligi | Minimal 2,000mm~Maksimal 15,000mm |
| Panel eni | 1,000mm |
| Panel qalinligi | 35~150mm |
| Ko’piklovchi uskuna xususiyati | PU/PIR-raqamli uskuna |
| Ko’pik zichligi | Taxminan 35~50 kg/m3 |
| O’lchash birligi | Yuqori bosimli nasos tizimi (2 yoki 4 comp) |
| Ko’piklash bosimi | Maksimal 0.5 bar/cm2 |
| Zavodning o’lchami | Minimal 100m(uzunligi)*30m(eni)*7m(balandligi) |
| Ishlab chiqarish sur’ati | Taxminan 6m/minutiga 50mm qalinlikda maksimal 10m/minutiga |
| Ikkita kamarning uzunligi | 24,000mm(24m) |
| Ish uchun talab qilinadigan balandlik | Minimal 7 m |
| Havo kompressori | Minimum 10Hp |
| Havo bosimi | Taxminan 4~10 bar |
| Fabrika uchun temperatura | 150C ~ 250C |
| PU tankni saqlash harorati | 220C ~ 250C |
| Nisbiy namlik | 60-70% |
| Umumiy elektr iste’moli | Taxminan 300KW isitish tizimidan tashqari |
| Quvvati | 380V/50Hz yoki 440V/50Hz |
| Kuchlanishga chidamlilik | ±5% |
| Chastota (tolerantlik) | 50Hz (±1%) |
| Boshqaruv paneli Yoritish kuchlanishi | 220 yoki 110V AC |
| Valf va Sensor kuchlanishi | 24V DC |
| PLC | Siemens yoki Mitsubishi PLC |
| Favqulotda uzatgich | Minimum 7 uzatgich umumiy liniya bo’yicha |
Ruloni shakllantirish (profillash) liniyasi
Asosiy nuqtalar : Bu liniya rulonli vagon, ochuvchi va yuqori/pastki rulon shakllantirish uskunasidan iborat. Ushbu qatorda eng muhim xususiyatlar rulon sifati va elektr sinxronizatsiyasi hisoblanadi,ikki tarmoqli konveyerni ham o’z ichiga oladi.
Rulonlar bir nechta issiqlik bilan ishlov berish va aniq ishlov berish jarayonlaridan o’tishi kerak va undan keyin qattiq xrom qoplama jarayoni 10 yildan ortiq xizmat ko’rsatishni kafolatlaydi. Bunday bo’lmasa, rulolar osongina eskirib ketadi va xizmat qilish muddati ancha qisqaroq bo’ladi, natijada panelning sifati past bo’ladi. Qattiq xrom qoplama yuqori darajadagi mustahkamlikni ta’minlaydi va rulonni shakllantirishda rangli lasan (po’lat qatlam) bo’yog’ini tozalanishidan himoya qiladi. Elektr sinxronizatsiyasi po’lat plitalarni ochish, rulonni shakllantirish va ikki marta tashishda bir xil tezlikni ta’minlash uchun mo’ljallangan. Bundan tashqari, yuqori va pastki rulonning aylanish tezligi ham bir xil bo’lishi kerak. Aks holda, panel ishlab chiqarish muvaffaqiyatli yakunlanmaydi va ishlab chiqarish ob’ektlarining o’zi ham zarar ko’rishi mumkin.
Bu to’plam bo’lib, o’ralgan po’lat plitalar (lasan) to’plamini o’chirish moslamasiga tashish va etkazib berish uchun mo’ljallangan. Yuqoriga ko’tarilish va pastga ko’tarish relsdagi 4 g’ildirak va 4 g’ildirak tomonidan qo’llab-quvvatlanadigan o’ngga va chapga harakatlanadigan gidravlik silindr yordamida amalga oshiriladi. Yuqori rulon va pastki bobinning ishlashi uchun ikkita birlik kerak.

Texnik ma’lumotlar:
| Uskuna turi | Gidravlik quvvati bilan 4 g’ildirakli uskuna |
| Rulon og’irligi | Maksimal 7 tonna |
| Rulon eni | Maksimal 1,255mm |
| Asosiy qism materiali | Payvandlangan temir kostruksiya |
Rulonni tarqatib beruvchi uskuna, 2 ta to’plam
Po’lat varaq (lamoq) g’altakning vagoni tomonidan ochuvchiga o’rnatiladi, bunda 4 ta pona kengaytiriladi, so’ngra 4 ta takoz kengaytiriladi, gidravlik quvvat bilan mahkamlanadi va keyin dvigatel tomonidan boshqariladi. G‘altakning (po‘lat lavha) harakatda to‘satdan burilib ketishi va haddan tashqari burilib ketishiga yo‘l qo‘ymaslik uchun ochuvchi ustiga rezina rolik o‘rnatilgan.

| Yuklash sig’imi | Maksimal 7 tonna |
| Slinderni ochish va yopish masofasi | Æ482 ~ Æ517mm |
| Mil | Æ260mm |
| Slinder haydalishi | A.C 2.2kw tishli dvigatel |
| Snub rulon | Æ200mm × 400mm(kauchik bilan qoplangan) |
| Baraban tormizi | Æ400mm × 100mm g’ildirakli qo’l tormizi |
| Yuqori rulonni ko’tarish | Havo slinderi |
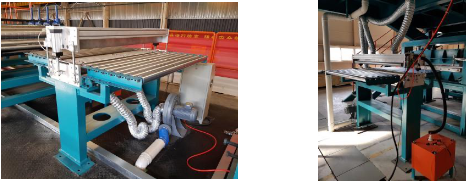
Kesish moslamasi
U siqilgan havo silindri bilan ishlaydigan pichoqdan iborat, ya’ni dastlab rulonni tashkil etuvchi M / C kesish naqshini o’rnatish uchun mo’ljallangan, keyinchalik po’lat plitalarni bir xil panel uzunligiga kesib tashlaydi. Shuningdek, u ishlab chiqarish liniyasini to’xtatmasdan kesish uchun mo’ljallangan.
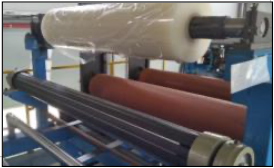
Ushbu mashina himoya plyonkaning kuchlanishini nazorat qilishda himoya plyonkasini yopishtirish orqali panel terisini himoya qilish uchun mo’ljallangan, 1 rulosi o’rnatilishi kerak va har biri chiziqni to’xtatmasdan ulanadi.

| Kesish tezligi | 0.5sec |
| Hajmi | 1.0mm(T)*1,250mm(L) |
| Kesish turi | Havo slinderi |
| Asosiy ramka | Payvandlangan po’lat konstruksiya |
| Rulonli mil | Æ70mm × max. 1,300mm(L) |
Pastki komponent uchun yuqori po’lat plitalar korona qurilmasi
● Yuqori chastotali korona qurilmasi
Yuqori rulonni shakllantirish mashinasi – Kengligi Ruxsat etilgan turdagi (1000 mm)
Yuqori rulonni shakllantirish moslamasi, birinchi navbatda, tom va devor (shu jumladan, ichki) panellarining birlashma qismlarini ishlatish uchun pastki bobinning (po’lat plitalar) ikkala tomonining shakllarini shakllantirish uchun javobgardir.
Ishlab chiqarish uchun har xil panel shakllari zarur bo’lgan taqdirda, u oson almashtiriladigan sozlamaga ega.
Statsionar reduksiya moslamasi tag qism romida qulay tarzda joylashgan bo’lib, bu rulon shakllantirish agregatlarini tez almashtirish imkonini beradi.


Pastki po’latdan yasalgan rulon shakllantirish bloklari, tom 4 bo’linma va murvatsiz, SS (sovuq xona) paneli
O’rnatish turi – harakatlanuvchi rels turi

Rulonli konveyer — 3 ta to’plam( roller-ø60 mm×1,200mm(L)


Elektr boshqaruv tizimi
Ushbu qurilma yuqori va pastki shakllantirish chizig’iga alohida o’rnatiladi.
PU ko’pikli blokning yonidagi asosiy boshqaruv paneli tezlikni boshqaradi (qo’lda rejimda bo’lganda butun liniyani)
Rolik shakllantirish moslamasida rulon shakllantirish blokini sinab ko’rish uchun kichik qo’lda boshqaruv paneli mavjud.
— Asosiy: 2 to’plam / operatsion panel: 2 to’plam
Elektr 380v yoki 440v × 50Hz

Elektr isitgich bilan oldindan isitish tizimi
Ushbu qurilma yuqori va pastki po’lat plitalarni o’rtacha darajada qizdirish uchun ishlatiladi
rulonni shakllantirish jarayonidan keyingi harorat.
Poliuretan o’rtacha issiqlikda kimyoviy reaksiyaga kirishganligi sababli, po’latni isitish jarayoni
varaq PURni faollashtiradi va po’lat varaq o’rtasida yopishtiruvchi mustahkamlikni hosil qiladi
poliuretan ko’pikli taxta kuchliroq bo’ladi.
Isitish mexanizmi gaz yoki elektr isitgich tomonidan isitiladigan havo oqimi va unga yo’naltirilgan
yuqori va pastki po’lat plitalardir.
Harorat sensori yuqori va pastki qavslarga o’rnatilgan bo’lib, ular o’rnatishni amalga oshiradi
istalgan haroratga sozlanishi mumkin bo’lgan haqiqiy haroratni sozlash mumkin.
Issiqlik yo’qotilishining oldini olish uchun korpus tunnel tipidagi va isitiladigan havo
to’g’ridan-to’g’ri tunnelga etkazib beriladi.
Po’lat plitalarning harorati oldindan qizdirilgandan keyin o’rtacha 40 ~ 60 ° C. Yuqoriroq
harorat PURni ertaroq reaksiyaga kirishishi va panelning past sifatini hosil qilishi mumkin.
Temper. Sirkulyatsiya havosi:Maks. 90 ° C, sozlanishi
Po’lat plitalar harorati:40°C ~ 60°C
Temperaturani nazorat qilish turi:Avtomatik. boshqaruv
Isitish xonasi hajmi:Taxminan 4 m (L) × 3 m (Vt) × 3,5 m (H)
Isitish quvvati:40 kVt
Isitish usuli:Elektr isitgich

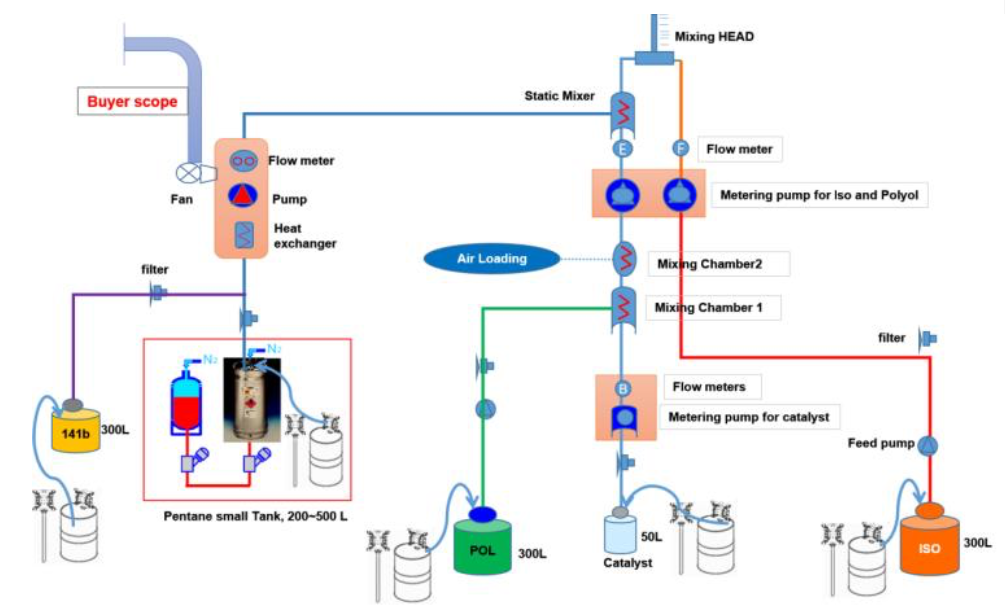
Chiller (30RT)
Tarqatish bosimi maksimal 200 bar/min
Har bir nasos uchun ishlab chiqarish hajmi –Max.32l/min at 50 Hz
Talab qilingan yopishqoqlik darajasi-Max. 2,000mPas

Pastki rulonni shakllantirish mashinasi uchun temir panellar orqali shpal tizimi:





Uskuna ishlash funksiyasi:
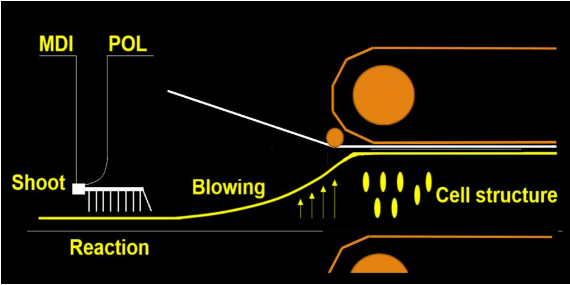
Optimal natijaga erishish uchun aralashtirib beruvchi qismning tebranish harakati muhim ahamiyatga ega
PUR-aralashmasining pastki qoplama qatlamiga qo’llaniladi.
Ushbu uskuna AC servo motor va uning tishli kamari yordamida harakatga keltiriladi,panelning umumiy kengligi bo’ylab bepul dasturlashtiriladigan tebranish harakatni ta’minlaydi. Ushbu qism ishlash jarayonida deyarli hech qanday shovqin mavjud emas va bu uskunaning barqaror ishlashiga katta ta’sir ko’rsatadi.
Harakatlanayotganda tebranuvchi harakat tezligi, harakatlanish kengligi va darajasi sozlanishi mumkin.
Shuningdek, monitorda tezlik holatini grafik ko’rsatishda ishlab chiqariladigan har bir panel turi uchun alohida tezlikni tanlashingiz mumkin.
Ushbu tizim optimal tebranish xususiyati aniqlangandan so’ng har bir panel turini ishlab chiqarishni doimiy miqdor va sifatga ega bo’lishini ta’minlaydi.
Xususan, chuqur bo’linmali tom yopish panellari uchun tebranish tezligi tanlanishi mumkin, chuqur bo’linmalarlar bo’ylab harakatlanayotganda aralashtirib beruvchi qism tezligi kamayadi. Bunday holda, zichlikdagi farqlarni oldini olish, shuningdek, panelning bir-biriga yopishib qolmasligi uchun chuqur bo’linmalarga ko’proq ko’pik qo’llaniladi (quyiladi).
Ikki tarmoqli konveyer tizimi — 24m:
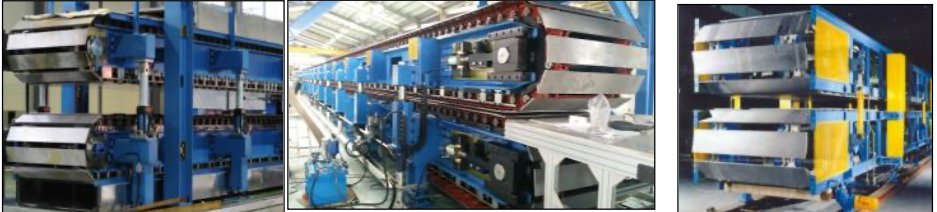
Pastki qoplama qatlamiga qo’llaniladigan PU komponent aralashmasi ichkariga uzatiladi va ishga tushish uchun ikki tomonlama panel bo’ylab yuqoriga qaragan qatlam bilan sinxronlanadi.Ushbu qurilma eng asosiy qism bo’lib, sendvich panelning eng yuqori standartlarga javob berishini ta’minlashda asosiy rol o’ynaydi.
Ushbu uskuna, asosan, harakatlantiruvchi dvigatel, yuqori va pastki lamellar, ko’tarilgan bosimni o’z ichiga olgan gidravlik silindr va PUR ning oldini olish uchun yon panel va yon blokdan iborat.
Ushbu qurilmaning eng muhim qismlari metallga aniq ishlov berishni talab qiladigan lamellardir
jarayon va birliklarning tengligi va o’zgarishi bo’yicha eng aniq darajani talab qiladi.
Ikkala tomonda ham lateral muhrlangan zanjirlar ko’pikni yopishadi va ko’pikning lateral bosimini ham o’z ichiga oladi. PU ko’piklanish bosimi juda yuqori bo’lgani uchun, ko’pikni boshqarish uchun bir nechta gidravlik silindrlar kerak bo’ladi.
Shlangi silindr yuqori lenta konveyerini kerakli panel qalinligi uchun yuqoriga va pastga siljitish uchun mo’ljallangan.
| G’ildirak o’qlari o’rtasidagi uzunlik | 24 000 mm |
| Pastki zanjirli kamarning balandligi | Taxminan 1 250 mm |
| Plitalar eni | 220 mm |
| Plitalar uzunligi | 1 350 mm |
| Plitalar qalinligi | Taxminan 10~12 mm |
| Har bir bo’linmalar o’rtasidagi plitalar soni | Taxminan 500 ta |
| Yuqori zanjirli kamarning ko’tarilish masofasi
(ta’mirlash vaqtida talab qilinadi |
Maksimal 300 mm |
| Panel qalinligi | Minimal 35~maksimal 220 mm |
| Yuqori zanjirli kamarni ko’tarish vaqti (maksimal balandlikka) | Taxminam 1 minut |
| Harakatga tushrish uchun talab qilinadigan quvvat | Taxminan 2*7.5kw |
| Vintli ulagich qurilma uchun quvvat talabi | Taxminan 7.5kw |
| Maksimal tezlik | 8m/minutiga |
Ikki tarmoqli konveyer uchun isitish tizimi:
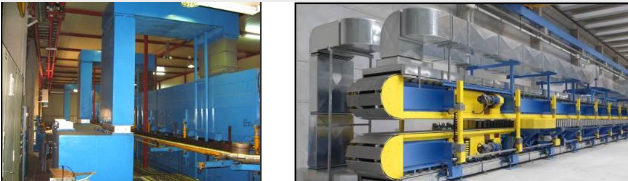
Yuqori va pastki panellar o’rtasida tarqalgan PU yopishqoq mukammal kimyoviy reaktsiyaga ega va muntazam haroratda jarayonni olib borish xususiyatiga ega. Ushbu qurilma bunday jarayonda muntazam haroratni saqlab turish va isitiladigan havoni ta’minlash uchun mo’ljallangan.
Elektr isitgich – bu isitish moslamasi uchun ideal quvvat bo’lib, u isitiladigan havoni yuqori va pastki konveyerga alohida ta’minlashi kerak bo’ladi.
Xavfsiz va sifatli panel uchun haddan tashqari issiqlikdan himoya qiluvchi qurilmaga ega avtomatik haroratni boshqarish moslamasi ham mavjud
Umumiy haroratni saqlab turish uchun korpuslar uchun izolyatsiyalangan panel kerak bo’ladi.
| Qurilma | Elektr isitish yoki gas orqali havo aylanish sistemasi |
| Aylanadigan havo miqdori | Taxminan 18 0003m/h |
| Temperaturani nazorat qilish turi | Avtomatik nazorat |
| Sovuq/shovqin o’tishidan asrovchi qism | 50mm shisha panel |
| Isituvchi qism | Elektr isitgich yoki gaz orqali |
| Ventelyatsiya sistemasi motori | 15kw,A.C motor |
| Ventelyatsiya sig’imi | 420m3/minutiga |
| Plitalar temperaturasi | +400C~+700C |
| Havo aylanishining maksimal temperaturasi | +1200C |



Yon yo’naltiruvchi moslama chap va o’ng tomonga o’rnatilgan bo’lib, u kuchli ko’tarilish bosimiga ega bo’lgan PU komponentini yon bloklar tomonidan paneldan chiqib ketishiga yo’l qo’ymaydi.
Panelning kengligini sozlashda ikki tomonni yo’naltiruvchi moslamadan birini, so’ngra boshqa tomonni yo’naltiruvchi moslamani mahkamlash kerak bo’ladi.Ikki tarmoqli konveyerning ichki tomoniga o’tkaziladi.
Yon tomonni payvandlash qismi:

Ushbu qurilma PU komponenti panelning yon tomonidan to’plam orqali oqishini oldini olish uchun mo’ljallangan va ikki tarmoqli konveyer PU ko’pikli bosimini bosganda va PU panelini uzatganda, plastik bloklar ushbu jarayonni bajaradi.
Shuningdek, haddan tashqari issiqlikdan himoya qiluvchi moslamali avtomatik haroratni boshqarish moslamasi ham kiritilishi kerak.Plastik bloklar to’plamining boshqaruv moslamasi ikki tarmoqli konveyer bilan sinxronlashtiriladi, shuning uchun ular bir xil tezlikda harakatlanadi.
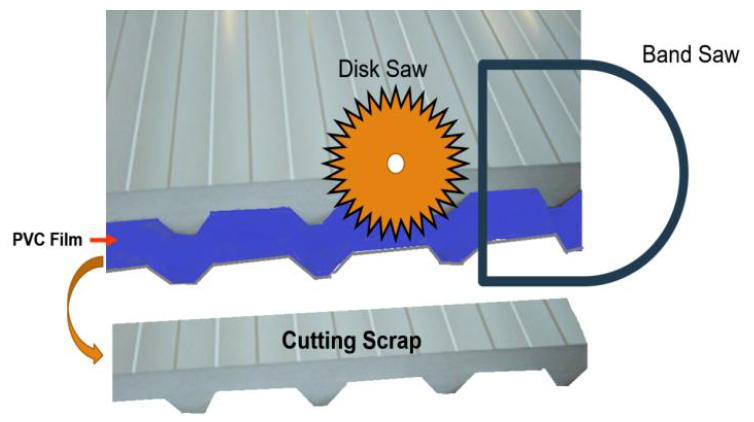
Tom uchun PU sendvich panellarni lentali va arrali kesuvchi uskunasi:

Kesish tezligi panelni tashish bilan sinxronlashtirilgan bo’lishi kerak.Ushbu kesish moslamasi qo’lda yoki avtomatik boshqaruv bilan ham boshqarilishi mumkin.
Portal orqa tomonga o’rnatiladi va arra qurilmasi ishlab chiqarish yo’nalishidan o’ng tomonda joylashgan. Bu holatda, tarmoqli arra pichog’i ham bo’lishi mumkin.Ko’ndalang kesuvchi shunday tuzilganki, arra tasmasi o’zgartirilishi mumkin, va bu paytda ishlab chiqarish to’xtaydi, chunki almashinuv atigi 1 ~ 2 daqiqa davom etadi.Ikki tarmoqli liniya sendvich panelni oldindan sozlangan tezlikda uzatadi.
Ikki tarmoqli konveynor o’lchovlarining burilish miliga ortib boruvchi enkoder o’rnatilgan.Impulslar arra mikroprotsessor boshqaruviga o’tkaziladi.
Kesuvchi arra panel uzunligiga qarab ishga tushirish signalini kutadi va keyin X o’qini maksimal tezlikka tezlashtiradi.
Har ikkala tezlik va ofsetni boshqarish sinxronlangandan so’ng, panelning old va orqa qismlarini qisish uchun qisish moslamalari pnevmatik tarzda ishga tushiriladi va keyin tarmoqli arra old tomonga chapdan o’ngga birinchi kesishni amalga oshiradi.
Arra tasmasi +90 burchak bilan buriladi. Arra birligi ikkinchi pichoq qismi ham kesilgan joydan chiqmaguncha harakatda bo’ladi. Kesilgan panel boshqarilmaydigan rolikli konveyerda yotadi va arraning ish joyidan keladigan panel tomonidan itariladi.
Kesuvchi arra maksimal tezlikda boshlang’ich holatiga qaytadi va taxminan 180 gradusga aylanadi. Bu holatda kesuvchi arra keyingi ishga tushirish signalini kutadi (sendvich panel uzunligiga qarab) va yuqorida tavsiflangan protsedura yana boshlanadi.
Endi kesish yo’nalishi o’ngdan chapga o’zgaradi. Boshqaruv paneli korpusdan tashqarida jihozlangan va avtomatik ravishda kesilishni ta’minlaydi,panel uzunligi va miqdori ma’lumotlari bo’lsa ishchilar tomonidan o’rnatiladi.
| Uskuna kesish tezligi | 10~50 m/minutiga |
| Kesish eni | Maksimal 1 300 mm |
| Kesish qalinligi | Maksimal 200 mm |
| Pastgi g’ildiraklar diametri | Taxminan 2 000 mm |
| Kesuvchi arra eni | 16~25 mm |
| Kesuvchi arra uzunligi | Taxminan 7 300 mm |
| Kesish aniqligi | ±2mm |
| Burchak aniqligi | ±1 mm eni 1 000 li panelda |
| Minimum kesish eni | 2 000 mm 6 m/minutiga |
| Panel qalinligi | 35~200 mm |
| Uskunaning maksimal ishlab chiqarish tezligi | 10m/minutiga |
Tom paneli uchun kesuvchi moslama:

| Kesish burchagi | 100~300mm |
| Kesish tezligi | Kesuvchi arra bila bir xil tezlikda |
| Kesish eni | Maksimal 1 300mm |
| Kesish qalinligi | 30~200mm |
| Diametri | Taxminan 400mm |

| Ishlash quvvati | 3 × 380V or 440v, 50Hz |
| Kuchlanish | 220V,50Hz |
| Ventil | 24V DC |
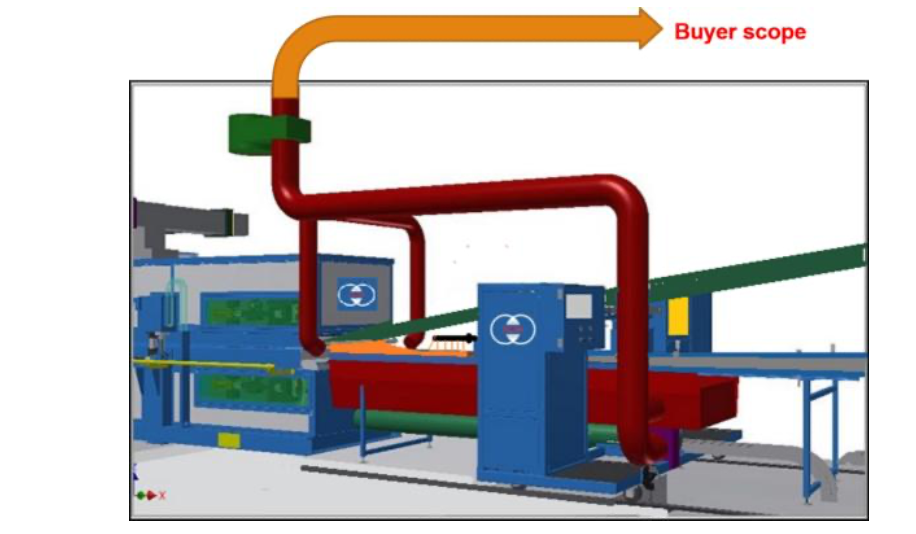
Xavfsizlik nazorat paneli va sensor Gazni assimilyatsiya qilish tizimi
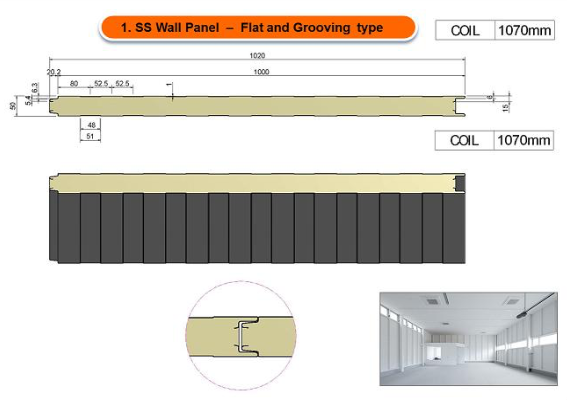
Sovuq xona uchun panel andozasi:
Devorlar uchun panel andozasi— SS turi:
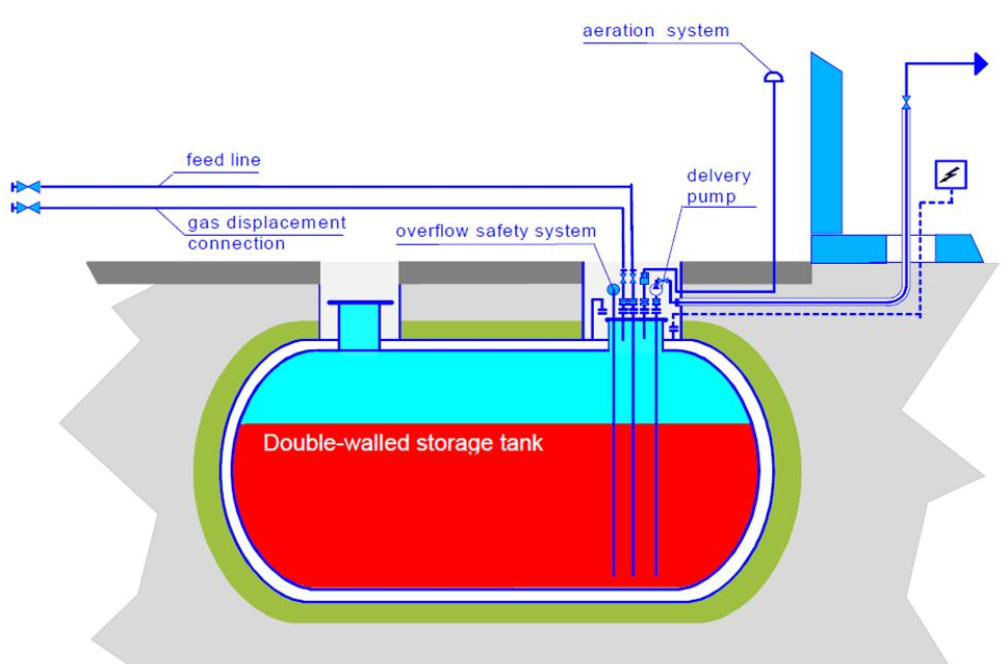
Pentan saqlanadigan tank sistemasi:
| Qism nomlari | Miqdori | Narxi |
| Yuqori va pastki rulonlarni avtomatik tarqatib beruvchi qurilma (maks. 7 tonna) | 2 | 53 000$ |
| Yuqori va pastki uchun 3 ta to’plamli mashinalar
1- Rulonni kesish uskunasi 2- Yuqori va pastki qoplama uchun plyonkali uskuna 3- Yuqori va pastki rulon uchun 2 ta truba. |
2 | 53 000$ |
| Yuqori rulonni shakllantirish qurilma | 1 | 46 000$ |
| Pastki rulonni shakllantiruvchi qurilma
Sovuq xonalar uchun panel Tom uchun panel(4 RIB/35-250) Boltsiz panel |
3 | 173 000$ |
| Isitish tizimi | 1 | 30 000$ |
| Poliuretan (PU) A va B komponent uchun yuqori bosimli sepuvchi qurilma | 1 | 80 000$ |
| Ikki tarmoqli konveyner tizimi (24m) | 7 | 750 000$ |
| Ko’ndalang kesuvchi qurilma | 1 | 106 000$ |
| Elektr boshqaruv tizimi | 1 | 105 000$ |
| Yetkazib berish xarajatlari | Taxminan 20 ta konteyner | 200 000$ |
| Jami | 1 596 000$ |
0 Izoh qoldirilgan
Birinchi bo'lib izoh qoldiring “PU sandwich panellar ishlab chiqarish liniyasi”
Related products
-
Metallga ishlov berish, Yog'ochga ishlov berish
Belkurak (lopatka) ishlab chiqarish liniyasi
Assalomu alaykum, AFEX-GROUP ning qadrli mijozlari. Xalqimizda bir maqol bor: “Ish quroling soz bo`lsa, mashaqqating oz bo`lur”. Bu maqol naqadar to`g`ri ekanligini butun umrimiz davomida ham ko`rishimiz mumkin. Yurtimizga bahor kirib kelgani tufayli, ushbu faslda xalqimiz tomonidan eng ko`p ishlatiladigan ish qurollaridan biri bo`lgan belkurak (lopatka) ishlab chiqarish to`g`risida sizlarga ma`lumot bermoqchimiz. Quyida siz ishlab chiqarish uchun kerak bo`ladigan uskunalar to`plami, ishlab chiqarish jarayonlaridan lavhalar va belkurakning eskizlari bilan tanishib chiqishingiz mumkin.
SKU: n/a -
Metallga ishlov berish, Qurilish uskunalari
Gipsokarton profil ishlab chiqarish uskunasi (ikkitalik qolip)
 Metallga ishlov berish, Qurilish uskunalari
Metallga ishlov berish, Qurilish uskunalariGipsokarton profil ishlab chiqarish uskunasi (ikkitalik qolip)
Zamonaviy qurilish industriyasiga gipsakarton mahsulotlari jadal sur’atlarda kirib keldi va o’z navbatida ushbu mahsulotni o’rnatish uchun kerakli bo’lgan aksessuarlar uchun ham talab anchagina oshdi. Talab oshishi barobarida bozorda yog’och reykalar o’rnini tezlik bilan metall profillar egallay boshladi.
SKU: n/a -
Metallga ishlov berish
Metallga naqshinkor ishlov berish uskunalari AF-L025
Metallga turli xil naqshinkor bezakli qilib ishlov berish san’ati bir necha asrlardan beri rivojlanib kelayotgan sohalardan sanaladi. Shuni alohida ta’kidlash joizki, bizning AFEX-GROUP kompaniyasi tomonidan tavsiya etilayotgan uskunalar yordamida o’z ishingizni yengillatib, mijozlaringizga betakror mahsulotlar qilib berishingizga ishonamiz. Metallga naqshinkor ishlov berish asosan panjalar, darvozalar va hovli uchun zarur bo’lgan boshqa ko’plab buyumlarda ishlatladi. Shuni alohida ta’kidlash joizki biz sizlarga eng ko’p foydalaniladigan asosiy uskunalarni tavsiya etishga harakat qildik, sizning buyurtmangizga ko’ra boshqa turdagi uskunalarni ham olib kelishimiz mumkin.
SKU: AF-L025 -
Metallga ishlov berish
AF-N6 Metall trubani o’rash orqali iz tushirish uskunasi
Metall trubani o’rash orqali iz tushirish uskunasining afzalliklari: oddiy ishlashi, yuqori ishlab chiqarish samaradorligi, barqaror shakllantirish effekti, yuqori tezligi va boshqa xususiyatlarga ega.
Truba materiallari: zanglamaydigan po’lat/mis/uglerodli po’lat/temir/galvanizli/alyuminiy va boshqalar.
Qo’llanishi: Mebel, qurilish va boshqa sohalar uchun mo’ljallangan trubalar.
SKU: n/a



{kind=link}
Hozircha izohlar yoq. Siz birinchi bo'lib izoh qoldiring!