




Kompozit armaturalar ishlab chiqarish liniyasi
Out of stock
Kompozit armatura (shisha tolali dazmollangan plastmassa yoki kompozit armatura, mash deb ham nomlanadi) butun dunyo bo’ylab qurilishda an’anaviy po’lat armatura o’rnini barqaror ravishda almashtirib turadi. FRP armatura ultra kuchli shisha yoki bazalt tolalari va birlashtiruvchi qatronlar aralashmasidan tayyorlanadi, natijada temirdan ustun ustunlikka ega bo’lgan qurilish darajasidagi armatura olinadi. Sintetik qatronlar tolalarni biriktiruvchi vosita sifatida ishlatiladi, mahsulotni ishlab chiqarish va uning ishlashi paytida tolalarni mexanik ta’sirlardan va atrof muhitning zararli ta’siridan himoya qiladi.
Out of stock
ISHLAB CHIQARISH JARAYONI
Kompozitni mustahkamlash ishlab chiqarish jarayoni bir necha asosiy bosqichlardan iborat. Birinchidan, uzluksiz iplar shaklidagi shisha tolali polimer qatroni bilan maxsus idishda singdiriladi, uning tarkibida qotishtiruvchi kompozitsion mavjud bo’lib, buning natijasida mahsulot qattiq ko’rinishga keladi.
Kompazit to’liq namlanganda, rovon ma’lum bir diametrdagi novda olish uchun shakllantiruvchi qolipga beriladi. Qattiqlashishini kutmasdan, manba moddasi polimerizatsiya kamerasidan tortib, ma’lum bir haroratgacha qizdiriladi. Nihoyat, o’ralgan va mahkamlangan kompozit prutda qovurg’a yuzasini hosil qilinadi. Uning ustiga to’qilgan qovurg’a bar, qatronlar polimerizatsiya qilingan quritish kamerasiga kiradi. Polimerizatsiyadan so’ng tayyor armatura sovutish moslamasiga kiradi va undan keyin armatura oldindan belgilangan uzunlikdagi bo’laklarga bo’linadi yoki rulonlarga o’raladi.
Ishlab chiqarishda ikkita asosiy komponent ishlatiladi: qattiq materialli (qo’pol) va bog’lovchi aralash (epoksid yoki poliester qatroni). Ushbu komponentlarning nisbati taxminan 80/20 ni tashkil qiladi. Tayyorlangan armaturada rovon mexanik yuklarni qabul qiladi va qatron matritsa vazifasini bajaradi, yukni armaturaning butun uzunligi bo’ylab teng taqsimlaydi va mustahkamlashni tashqi omillardan himoya qiladi.
Ishlab chiqarish liniyasi o’ziga xos xususiyatlarga ega bo’lgan omborda o’rnatilishi kerak. Uning uzunligi kamida 50 metr, shift balandligi kamida 2,5 metr (tavsiya etilgan balandlik kamida 3 metr), uskunaning joylashish maydonidagi balandlik farqi 4-5 dan oshmasligi kerak. Havoning chiqishi bilan shamollatish daqiqada kamida 200-250 litr bo’lishi kerak. Boni ichidagi havo harorati kamida 16-18 ° S bo’lishi kerak.
Ishlab chiqarish jarayoni uchun bizga quyidagi xomashyolar kerak bo’ladi:
1) Shisha tolali ip 2) Rezin smola 3) Qotiruvchi qism 4) Tezlashtiruvchi suyuqlik


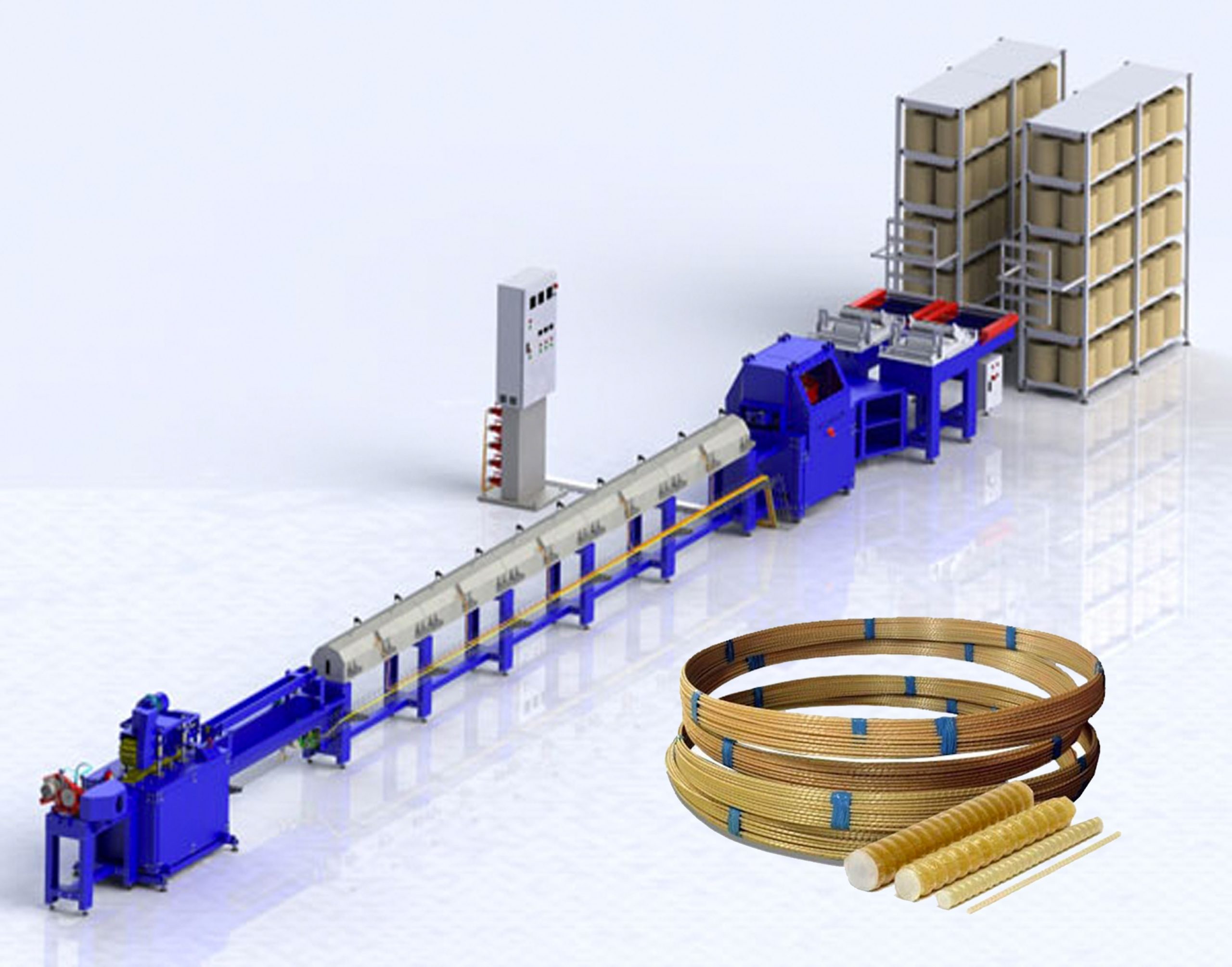
ISHLAB CHIQARISH BOSQICHLARI
1. Shisha tolali ip bobinalari uchun maxsus ilgakli qism
2. Shisha tolali iplarni qizdirish bo’lmasi
3. Issiqlik bilan rezina singdirish qismi
4. Formalash qismi
5. Polimerizatsiya uchun maxsus pech
6. Suv va havo bilan sovutish vannasi
7. Taranglashtiruvchi qism
8. Kesish qismi
9. Avtomatik rulon shaklga keltirish uskunasi
Ushbu qismlar quyidagi sxematik chizma orqali yaxshiroq tushinishingiz mumkin
1. Shisha tolali ip bobinalari uchun maxsus ilgakli qism
Ushbu uskuna 48 dona bobina uchun mo’njallangan maxsus stol va iplar ketma ketligida uzatib beruvchi qismdan iborat. Tugagan bobinalar yangilariga almashtirib turilishi uchun yon qismlari ochiq qoldirilgan.

2. Shisha tolali iplarni qizdirish bo’lmasi
Isitish elementlari bilan past issiqlik o’tkazuvchan materialdan tayyorlangan sirtki konstruktsiyaga ega qismdir. U polimer biriktirgich bilan to’liq singdirish uchun bir tekis taqsimlash, isitish va optimal namlikni ta’minlash orqali iplarini tekislash va quritish uchun mo’ljallangan.
3. Issiqlik bilan rezina singdirish qismi
Kompozit ishlab chiqarish qiyin ish emas, balki mashaqqatli ishdir. Buning uchun maxsus turdagi uskunalar kerak. Ulardan biri smola uchun maxsus idish. Ushbu uskuna bir nechta murakkab shisha tolali iplarni birikma bilan singdirish uchun zarurdir. O’rnatish bo’yoqsiz po’lat idishga o’xshaydi. U filtr ushlagichidan va suvga cho’mgan ramkadan iborat.
Smola singdirish qismisiz kompozit armaturalarni to’liq ishlab chiqarish mumkin emas.
Smola signdirish qismi maxsus zanglamaydigan, ishqorga chidamli materialdan tayyorlangan. Idishning hajmi polimer biriktirgichining muhim xususiyatlarini (suyuqligi, qattiqlashishi tezligi, harorati) saqlagan holda, pog’onani to’liq singdirish uchun eng maqbul tarzda ishlab chiqilgan, shuningdek, so’nggi siqish tizimidan foydalangan holda, polimer iste’molining pasayishini ta’minlaydi. Qurilma iplarni to’g’rilash, qatronlar singdirish va siqish uchun mo’ljallangan. Tuzatish moslamasi, singdiruvchi vanna, ortiqcha birikmani siqib chiqaradigan asbobdan iborat.

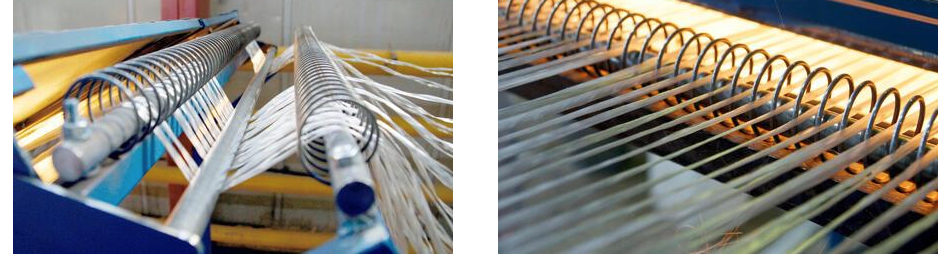
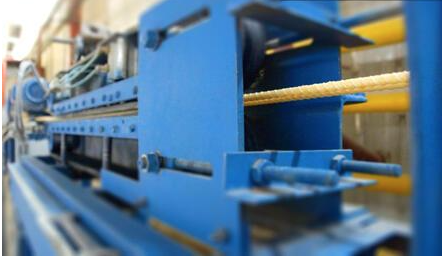
4. Formalash qismi
Ustki chiziqli bo’rtmalarni yaratish uchun moslama chiziqning eng muhim tugunlaridan biridir. Doimiy ta’mirlashni talab qilmaydigan yuqori quvvatli yig’ilishlardan foydalangan holda ishlab chiqarilgan. Har bir temir o’lchamlari uchun aniq o’rash balandligi bilan davriy armaturani o’rash uchun mo’ljallangan. Profilning o’rash kuchining burchagi va aniq koeffitsienti novda qat’iy silindrsimon bo’lishini ta’minlaydi va havo singdirilgan mustahkamlovchi tayoqchadan tozalanadi. Davriy profilning sozlanishi tarangligi, ikki o’rash. 5 soatlik doimiy ishlashga mo’ljallangan katta g’altak.

5. Polimerizatsiya uchun maxsus pech
Armatura ishlab chiqarish uzluksiz bo’lishi uchun polimerizatsiya pechini sotib olish kerak. Ushbu qurilmaning xususiyati shundaki, uning ichidagi harorat juda uzoq vaqt saqlanib qoladi. Pechda tayyor shisha tolali armaturani quritish va shakllantirish sikli amalga oshiriladi. Jihozning pastki qismi maxsus isitish qismlari bilan jihozlangan. Ular odatda teng ravishda joylashtirilgan. Maxsus bo’lmachalar shamollatishning to’g’ri ishlashiga hissa qo’shadi. Tunnelni quritadigan pech energiya tejaydigan xususiyatlarga ega ishonchli qurilmadir. Qurilmalar isitish turiga ko’ra farq qilishi mumkin (gaz, elektr va boshqalar).
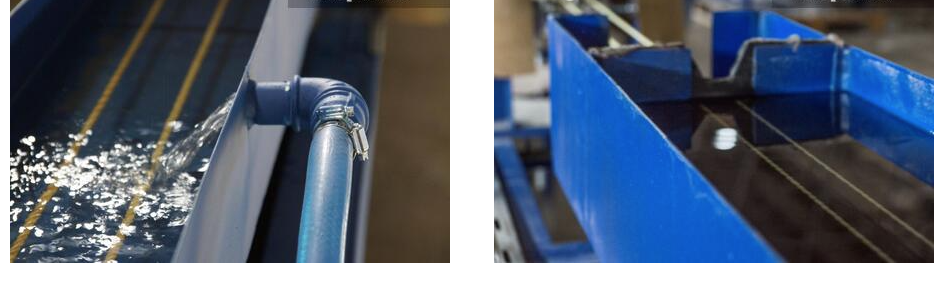
6. Suv va havo bilan sovutish vannasi
Kompozit armatura ishlab chiqarish yuqori harorat ta’sirida amalga oshiriladi, shuning uchun chiqadigan joyda tayyor mahsulotni sovutish kerak. Fiberglas armatura ishlab chiqarish uchun har bir uskuna suvni sovutish moslamasi bilan jihozlangan bo’lib, u yerda haroratning keskin o’zgarishi va ishlab chiqarishdagi nuqsonlarni bartaraf etish uchun sovutishdan oldin issiq tayyor suv to’plami iliq suv bilan quyiladi. Chiqish joyidagi shisha tolali armatura kerakli zichlikni oladi. Shisha tolali buyumlarini to’g’ri ishlab chiqarish, doimiy ravishda suv ta’minoti zarurligini hisobga olgan holda, xona kattaligi va tegishli kommunikatsiyalarni tanlashga ehtiyotkorlik bilan yondashishni talab qiladi, suv ta’minoti, kanalizatsiya va shamollatish tizimi bo’lishi kerak.
Sovutadigan suyuqlik bo’lgan idish, u orqali o’tib, mahsulot asta-sekin soviydi. Ushbu bosqichda allaqachon ACP kuchaytirilishi optimal quvvat ko’rsatkichlariga ega.
Yopiq suv sovutish moslamasi armaturalarni sovutish uchun mo’ljallangan. Metall ramkadan, suvni drenajlash uchun metall vannadan, suvni sovutish uchun suvi etkazib beradigan filtr va nasos bilan jihozlangan
7. Taranglashtiruvchi qism
Kerakli tortish moslamasi tortish kuchini, tortish tezligini aniqlaydi, tortishish kuchining maksimal darajasini belgilaydi. Shuningdek, uskunaning tortish moslamasi mahsulotning belgilangan maksimal uzunligi va kengligi bilan boshqariladi. Tayyor mahsulotning uzunligi uskunani sozlash bilan belgilanadi, kesish chiqib ketish diapazoni va ishlash uchun zarur quvvat boshqariladigan kesmada amalga oshiriladi.
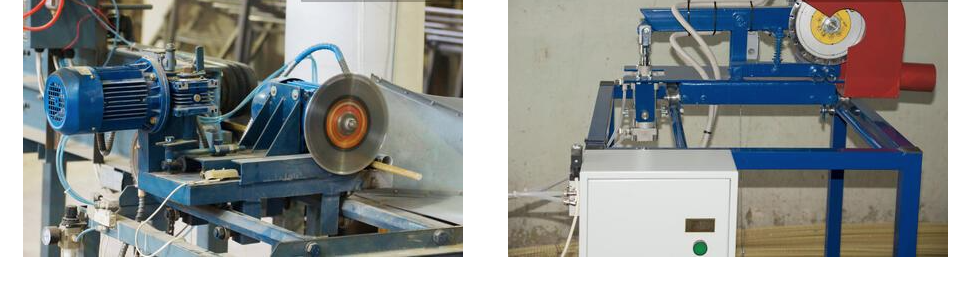
8. Kesish qismi
Tayyorlangan armaturani ma’lum uzunlikda kesib olish uchun mo’ljallangan. Mexanizm ikki qismdan iborat: mobil va statsionar. Armatura tayog’ining sinxron qisilishi va yuqori chiqib ketish tezligi tufayli har qanday texnologik diametrning aniq va hatto silliq kesilgan yuzasini ta’minlaydi. Kesish moslamasi o’lchash hisoblagichi tomonidan boshqariladi.
9. Avtomatik rulon shaklga keltirish uskunasi
Avtomatik rulonga o’rab berish qismi – shisha tolali armatura ishlab chiqarishda rulonning bir tomonidan orqaga qaytarib, ikkinchisidan yangisini o’rashga imkon beradi. Bu operatorga yukni sezilarli darajada kamaytiradigan va jarayonni avtomatlashtirish tufayli xodimlarni qisqartirishga imkon beradigan doimiy avtomatik jarayon.

Yuqoridagi bosqichlar orqali biz yangi turdagi shisha tolali kompozit armaturaga ega bo’lamiz. Unutmang bizning kompaniyamiz siz uchun doim eng yaxshisini ilinadi.

Ishlab chiqarish jarayoni
0 Izoh qoldirilgan
Birinchi bo'lib izoh qoldiring “Kompozit armaturalar ishlab chiqarish liniyasi”
Related products
-
Omborda mavjud uskunalar, Yengil sanoat
Xo’jalik qo’lqoplari ishlab chiqarish liniyasi AF-L009
Yurtmizda bunyodkorlik ishlari tobora keng quloch yoymoqda. Yangi binolar, ko’p qavatli turar-joylar madaniy-maishiy obyektlar qad rostlamoqda, tekis-ravon yo’llar, muxtasham va ko’rkam ko’priklar jadal sur’atlarda ko’paymoqda. Albatta bu bunyodkorlik ishlari yurtimizdagi mehnatkash ustalarimizning mashaqqatli mehnatlari evaziga barpo bo’lmoqda. Qish-u, yozda davom etayotgan qurilish ishlarida xo’jalik qo’lqoplari ustalarning eng zarur ximoya vositalaridan biri hisoblanadi. Shuningdek ish qo’lqoplaridan nafaqat qurilish ishlarida, balki xo’jalikning boshqa yumushlarida ham keng foydalanilmoqda. Shuning uchun xo’jalik qo’lqoplariga talab borgan sari ortib bormoqda.
SKU: AF-L009 -
Yengil sanoat
Tekstil yorliqlari ishlab chiqarish liniyasi AF-L018
Tekstil yorliqlari hamma ham e’tibor bermaydigan lekin asosiy va foydali mahsulotlardan hisoblanadi. Chunki bunday yorliqlar asosiy mahsulot haqidagi ma’lumotlarni o’zida mujassam etadi. Boshqacha qilib aytganda ularni Tekstil mahsulotlarining tashrif qog’ozi deb atasak ham bo’laveradi. Yorliqsiz kiyimlar “boshsiz chavandoz”ga o’xshaydi, sababi kiyimning asosiy xususiyatlari, undan foydalanish usuli, qanday saqlash kerakligi va kiyim o’lchamlari aynan kiyimning yorlig’ida yozilgan bo’ladi. Yorliqsiz mahsulotlar esa iste’molchilar tomonidan to’liq ishonch bilan qabul qilinmaydi va ishlab chiqaruvchi haqidagi ijobiy taassurotni susaytiradi.
SKU: AF-L018 -
Omborda mavjud uskunalar, Qog`ozni qayta ishlash
Xojatxona qog’ozi va qog’oz sochiqchalar ishlab chiqarish liniyasi AF-L016
 Omborda mavjud uskunalar, Qog`ozni qayta ishlash
Omborda mavjud uskunalar, Qog`ozni qayta ishlashXojatxona qog’ozi va qog’oz sochiqchalar ishlab chiqarish liniyasi AF-L016
Kundan kun sanitar gigiyenik vositalar savdosi gullab yashnamoqda. Hozirda ko’p mijozlarimiz bizga maklaturadan tualet qog’ozi ishlab chiqarish liniyasini so’rab murojaat etishadi. Albatta bu liniya ham bizda bor va uni sizlarga yetqazib bera olamiz, lekin hozir sizlarga tavsiya etayotgan liniyamiz maklaturadan emas selyuloza rulondan mahsulot chiqarish uchun mo’ljallangan. AFEX-GROUP LLC sizlarga biror bir uskunani tavsiya etishdan avval rivojlangan davlatlar tajribasiga tayanishini yana bir eslatib o’tmoqchimiz. Hozirda bizning ichki bozorimiz uchun kerakli bo’lgan xojatxona qog’ozini maklaturadan ishlab chiqaruvchilar xomashyoni chet davlatlardan olib kelish darajasiga borib yetdi. Asosan Rossiya maklatura bilan ta’minlovchi bo’lib turibdi, lekin aqlli tadbirkor o’ziga o’zi savol berishi lozim bo’ladi, ya’ni nega Rossiya davlatining o’zi ularni qayta ishlamaydi degan savol tug’iladi. Buning javobi aniq, Rossiya fuqarolari 100% selyulozadan ishlab chiqarilgan xojatxona qog’ozlarini ma’qul ko’rishmoqda. Hozir bizda ikkilamchi xomashyodan ishlab chiqarilgan mahsulotlarning xaridorlari asosan viloyat markazidan chetroqda joylashgan aholi vakillari tashkil etadi. Lekin yildan yilga ichki bozorimizda xaridorlar orasida selyulozalik salfetka, xojatxona qog’ozi va qog’oz sochiqchalarga talab ortib bormoqda. Kelajak 3-4 yil ichida bizning 90% aholimiz ushbu mahsulotlardan foydalana boshlaydi. Aholi daromadlari ortishi bilan xaridorlar sifatga qarab harakatlanishi oddiy iqtisodiyot qonuni sanaladi. Keling biz sizlarga yuqori daromadli sohani tanishtirib o’tamiz.
SKU: AF-L016 -
Metallga ishlov berish, Qurilish uskunalari, Tayyor liniyalar
Samorez (burama mix) ishlab chiqarish liniyasi AF-008
 Metallga ishlov berish, Qurilish uskunalari, Tayyor liniyalar
Metallga ishlov berish, Qurilish uskunalari, Tayyor liniyalarSamorez (burama mix) ishlab chiqarish liniyasi AF-008
Qurilish materiallari ichida eng ko’p miqdorda ishlatiladigan mahsulotlardan biri bu samorez hisoblanadi. Qo’llash sohasining ko’p ekanligi, uzoq muddat xizmat qilishi xaridorlarga ma’qul kelmoqda. Ko’pchilik tadbirkorlar samorez ishlab chiqargan ma’qulmi yoki oddiy mixni xalqimiz ko’p ishlatadimi degan mazmunda savol bilan murojaat qilishadi. Ikkala mahsulotning ham o’ziga yarasha ishlatilish qulayliklari va o’zi uchun zarur joylari bor. Masalan siz mix yordamida yog’och mebellar yasashda foydalana olmaysiz, lekin samorezni ham asbest shiferlar uchun ishlatish qiyinchilik tug’diradi. Biz sizga bugungi kunda eng ko’p ishlatiladigan xalq tilida “qora samorez” deb yuritiladigan turini ishlab chiqarishni boshlamoqchi bo’lganlar uchun to’liq liniyasini tavsiya qiladi. “AFEX-GROUP” LLC kompaniyasi uzoq yillik izlanishlar natijasida mukammal bo’lgan liniyani tavsiya qilishga qaror qildik. Hozirgi mahalliy ishlab chiqaruvchilarimiz tomonidan ishlab chiqarilayotgan ayrim samorez mahsulotlarining bosh qismi tez sinib qolishi yoki ozroq vaqt o’tgach zanglash holati yuzaga kelayotganligidan e’tiroz bildirishadi. Ko’pchilik esa buni xomashyodan deb o’ylashadi, to’g’ri xomashyoga ham ko’p bog’liq, lekin bir xil turdagi C1022 markali simdan foydalanadigan ikki xil ishlab chiqaruvchining mahsuloti sifati turlicha bo’lgandan keyin, demak xato ishlab chiqarish uskunasida yoki undagi protsesga bog’liq bo’ladi.
SKU: AF-L008


Hozircha izohlar yoq. Siz birinchi bo'lib izoh qoldiring!